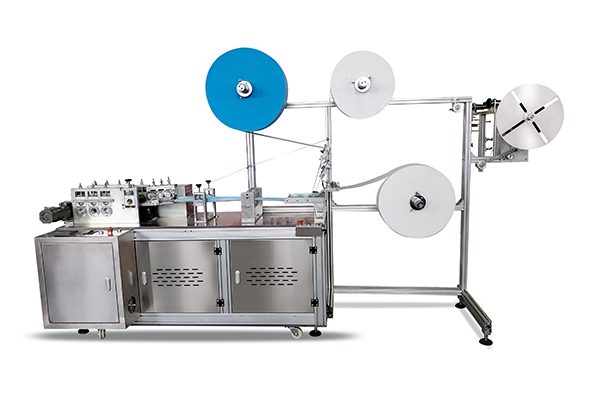
口罩包裝機(jī)如何進(jìn)行操作呢?口罩包裝機(jī)的操作流程又是什么樣的呢?下面就跟口罩包裝機(jī)廠家一起來(lái)了解一下吧,! 1,、開電綠指示燈亮,成形上下與熱封二只加熱開關(guān)分別扳到“ON”位置,,工作臺(tái),溫控儀控制成形溫度,,一般分別預(yù)置90C?和100C?,,第二溫控儀熱封,溫度預(yù)置120C?-140C?上下,,成型與熱封溫控儀預(yù)置溫度,,具體酌情而定。
2,、放下起引料輥上壓塊,,成型加熱板溫度到位,再開主機(jī),,塑料PVC先成型,,成型泡眼與熱封模具孔位符合,注意熱封模座用手柄放下熱封模壓住鋁箔,,鋁箔會(huì)帶動(dòng)到?jīng)_裁,。觀察塑料(指機(jī)板面已成型PVC)行走是否左右偏移,。如果有偏向應(yīng)調(diào)整起引壓輥?zhàn){(diào)動(dòng)起引方向。
3,、如果鋁箔左右偏動(dòng),,可調(diào)轉(zhuǎn)節(jié)輥?zhàn)州喺{(diào)下。如果前后偏差可調(diào)箱體移動(dòng),。
4,、熱封沖裁正常后適度打開加料器閘板,使藥品(片劑膠囊,、糖衣)適量進(jìn)入加料室,,如有小量缺粒可人工補(bǔ)填,,補(bǔ)粒時(shí)要注意事項(xiàng):滾筒壓輥軋手和鉤破鋁箔,,另外成型泡眼過到壓輥邊,有缺粒,,不要勉強(qiáng)再補(bǔ),,填不準(zhǔn)孔位,藥物被帶進(jìn)時(shí),,更嚴(yán)重影響同步,,輕此在鋁箔封合時(shí)粘模具上,要集機(jī)處理,。
5,、由于增加藥品重量,鋁箔拉力及機(jī)器溫度逐步變化程序不等,,可能產(chǎn)生成型和熱封不同步現(xiàn)象,,超前或滯后,先檢查塑料PVC和鋁箔有否陰隔,,然后可用機(jī)上微調(diào)機(jī)構(gòu)調(diào)整,。微調(diào)機(jī)構(gòu)在模具向前向后,因其調(diào)整距離或箱體前后調(diào)整,。所以在開機(jī)前應(yīng)放在中立位置,,才可向前向后移動(dòng),也可用前箱體移動(dòng)調(diào)節(jié),,正確移動(dòng)后,,版塊要等走完十幾版后才正確,所以在未走完時(shí),,不要亂調(diào)來(lái)調(diào)去,。
6、塑料鋁箔的熱封質(zhì)量(粘合均勻牢固平正)由溫度或壓力,,網(wǎng)紋板平正度來(lái)證見,,如果出現(xiàn)熱封不良,,一般宜溫度,一般宜溫度,,壓力稍低,,調(diào)正溫度,調(diào)整螺冊(cè)壓力,。
7,、沖裁偏位,裁下用版式偏移,,停機(jī)將手調(diào)箱體移動(dòng),,已可以調(diào)模移位。
以上就是關(guān)于口罩包裝機(jī)的操作流程介紹了,,希望對(duì)大家有所幫助,。
更多口罩包裝機(jī)相關(guān)資訊請(qǐng)關(guān)注:http://28024.cn/